| Pallet height |
≤2000mm(with pallet) |
|
Bags per layer |
3~8(depending on bag size) |
|
Palletizing form |
2+3/3+2,3+3,2+4/4+2,2+2+3/3+2+2, 3+3+2/2+3+3(depending on bag size) |
|
Bag weight |
10~50 kg/bag |
|
Pallet material |
Wooden pallet, engineering plastic pallet, iron pallet, corrugated paper pallet |
|
Fork form |
Two-sided or four-sided fork |
|
Pallet size |
Length 800~1600mm, width 800~1200mm, height 80mm~200mm |
|
Working Recycle |
600 ~ 1200 bags / hour (different brands with different capacity) |

Food & Beverage: Largest market segment; high-speed packaging lines, Case-packed beverages, bagged coffee, canned goods, bakery items, pet food, bottled products.
Pharmaceuticals: Precision handling; compliance-focused packaging, Cartoned drugs, medical devices, clinical trial supplies
Chemicals: Heavy bag handling; hazardous material containment, 25-50 kg bags of resins, fertilizers, plastic pellets
Building Materials: Cement bags, dry mortar, plasterboard, bricks, insulation materials;
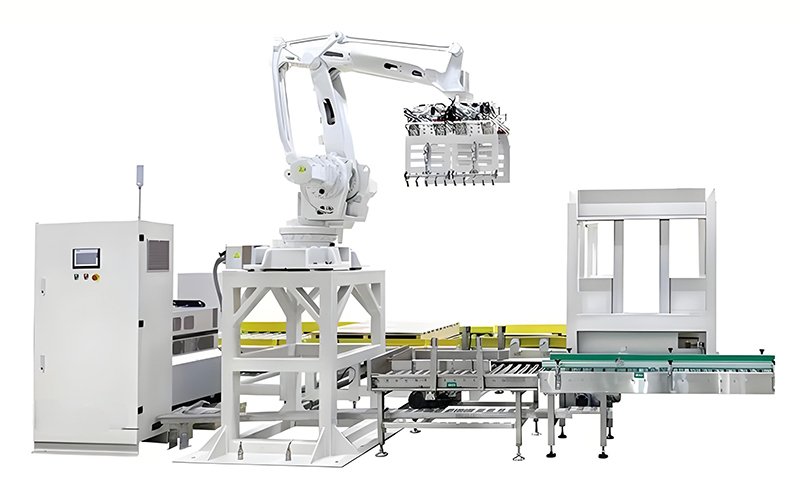
A robotic palletizer is an automated system that uses a robotic arm to pick products from a conveyor or infeed station and stack them onto pallets according to predefined patterns. The system typically consists of:
The robot follows programmed stacking patterns, placing each layer with high repeatability until the pallet reaches the specified height. Compared to conventional palletizers, robotic systems offer greater flexibility to handle multiple SKUs and change patterns through software rather than mechanical adjustments
Robotic palletizers can handle a wide range of products, including:
|
Product Type |
Examples |
|
Boxes and cartons |
Corrugated boxes, shipping cases |
|
Bags and sacks |
Cement bags, animal feed, agricultural products |
|
Pails and drums |
Plastic pails, metal drums, chemical containers |
|
Trays and shrink-wrapped packs |
Beverage trays, consumer goods multipacks |
Most modern systems can manage multiple SKUs with fast changeovers. Advanced setups use barcode scanners or vision systems to dynamically identify and handle different products on the same line.
SKU changeover frequency – Software-based changeovers take under a minute. If you run dozens of product sizes daily, prioritize systems with intuitive recipe management.
In-house automation experience – Teams new to robotics benefit from user-friendly software platforms and pre-engineered "plug-and-play" solutions rather than custom-integrated systems.
Safety requirements depend on robot type and application:
Even with cobots, safeguarding may still be required depending on speed, pallet height, and specific application risks. Always conduct a site-specific risk assessment.
5. What is the typical ROI for a robotic palletizer?
Standard payback periods range from 12 to 18 months, though some manufacturers achieve ROI in as little as 13 months.
ROI comes from multiple sources: Labor cost savings – One robot can replace multiple workers on repetitive palletizing shifts






